Главная страница Случайная страница
Разделы сайта
АвтомобилиАстрономияБиологияГеографияДом и садДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеталлургияМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРелигияРиторикаСоциологияСпортСтроительствоТехнологияТуризмФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Организация производственного процесса СТО. При выборе режима работы производственных подразделений необходимо установить для каждого подразделения (см
|
|
При выборе режима работы производственных подразделений необходимо установить для каждого подразделения (см. подраздел 2.4):
---количество рабочих дней в году подразделения 250;
---число смен работы в сутки подразделения 1 смена;
---продолжительность смены подразделения 8 часов;
---в какую смену работает подразделение 1 смена;
---время начала и окончания работы производственного подразделения 8.00-16.00.
Количество рабочих дней в году для производственных подразделений (Дрг = 250, 305 или 365 дней) принимается по режиму работы автомобилей на линии и по количеству рабочих дней в году АТП. Время начала и окончания рабочих смен устанавливается на основании принятого количества рабочих дней в году, что позволяет определить продолжительность смены (Тсм) и количество рабочих дней в неделю.
Для наглядного представления принятых решений следует составить сводную таблицу режимов работы производственных подразделений (ТО, ТР, производственных участков) и совместить их с графиком работы автомобилей на линии. Пример графика представлен в Приложении 7 Методических указаний.
Количество рабочих дней в году -250
Режим работы производственных подразделений (ТО, ТР, производственных участков) и выхода автомобилей происходит в одну смену. Тс = 8 часов
8 16 24
| Рабочие смены | 1 смена | 2 смена | 3 смена |
| Зона ЕО | (((((((((((((((((((((((((((((( | ||
| Зона ТО-1 | ((((((((((((((((((((((((((((( | ||
| Зона ТО-2 | (((((((((((((((((((((((((((((( | ||
| Зона Д-1 | (((((((((((((((((((((((((((((( | ||
| Зона Д-2 | (((((((((((((((((((((((((((((( | ||
| Зона ТР | (((((((((((((((((((((((((((((( | ||
| Склады | (((((((((((((((((((((((((((((( | ||
| Ремонтные цеха | (((((((((((((((((((((((((((((( | ||
| Автомобили на линии | (((((((((((((((((((((((((((((( |
3.5.РАСЧЕТ КОЛИЧЕСТВА ПОСТОВ В ЗОНАХ ТО И ТР
И ПОСТОВ ДИАГНОСТИКИ
Данный параграф дипломного проекта выполняется только по заданию на проектирование (проект зоны ТО, ТР, диагностики). Для проектов по производственным участкам (цехам) эта задача не решается.
Для проектов по техническому обслуживанию выполняется расчет количества постов и линий, для проектов по зоне текущего ремонта и диагностике – производится расчет количества постов.
1. Количество постов рассчитывается по формуле (при организации процесса ТО -2 на тупиковых универсальных или специализированных постах):
Пто ‗ τ п_ , (3.1)
R
Пто ‗ 658 =1
где τ п – такт поста, т.е. время обслуживания автомобиля на посту, мин;
R – ритм производства, т.е. время одного обслуживания, мин.
Такт поста рассчитывается по формуле:
τ п ‗ ∑ Тгто ∙ 60 ∙ КН_ + t, мин; (3.2)
Nгто ∙ Р ∙ КИ
τ п ‗ 51 792 ∙ 60 ∙ 0.8_ + 3= 658 мин;
1707 ∙ 2 ∙ 0, 9
где ∑ Тгто – годовая трудоемкость постовых работ зоны (ТО-1 или ТО-2), чел.-ч,
(принимается по результатам расчетов годовой трудоемкости ТО-1 или ТО-2 подраздела 2.5 пояснительной записки);
КН – коэффициент неравномерности загрузки постов (принимается по Приложению Методических указаний);
Nгто – годовая программа по ТО-1 или ТО-2, обслуживаний (см. расчеты);
Р – численность одновременно работающих на посту (принимается по приложению Методических указаний);
КИ – коэффициент использования рабочего времени поста (принимается по приложению Методических указаний);
t – время установки автомобиля на пост и съезд с поста (1…3 мин).
Ритм производства рассчитывается по формуле:
R‗ t СМ ∙ ССМ ∙ 60, мин; (3.3)
NСМТО
R‗ 8 ∙ 1 ∙ 60, =680 мин;
где tСМ – продолжительность работы зоны ТО за одну смену, ч (принимается: 8 часов при 5-дневной рабочей неделе и 7 часов – при 6-дневной);
ССМ – число смен (принимается в соответствии с выбором режима работы производственных подразделений согласно расчетов п.3.4);
NСМТО – сменная программа ТО-2, обслуживаний.
2. Количество линий ТО-1 или ТО-2 рассчитывается по формуле (при организации производственного процесса поточным методом): (Не применяется)
Нл ‗ _ r_, (3.4)
R
где r – такт линии, т.е. время между очередным перемещением автомобиля с
Поста на пост, мин;
R – ритм производства, т.е. время одного обслуживания, мин.
Такт линии рассчитывается по формуле:
r‗ ∑ Тгто ∙ 60 + L + а, мин; (3.5)
Nгто ∙ Р ∙ н Y
где ∑ Тгто – годовая трудоемкость постовых работ зоны ТО-1 или ТО-2, чел.-ч
(принимается по результатам расчетов годовой трудоемкости);
Nгто – годовая программа по ТО-1 или ТО-2, обслуживаний;
Р – число одновременно работающих на посту (принимается по Приложению
Методических указаний);
н – число постов на поточной линии (для зон ТО = 3…5);
L – габаритная длина автомобиля (автопоезда), м;
а – интервал между автомобилями, м (1, 2…2, 0 м);
Y – скорость конвейера, м/мин (10…15 м/мин).
Ритм производства рассчитывается по формуле:
R‗ tсм ∙ Ссм ∙ 60, мин; (3.6)
Nсм
где tсм – продолжительность работы зоны То- или ТО-2 за одну смену (8 часов
При 5-дневной рабочей неделе, 7 часов – при 6-дневной);
Ссм – число смен (принимается в соответствии с выбором режима работы
Зоны ТО-1 или ТО-2, согласно п. 3.4);
Nсм – сменная программа зоны ТО- или ТО-2, обслуживаний.
3. Расчет количества линий зоны ЕО производится по формуле:
Рл = r/R, (3.7)
Рл = 12 / 10 = 1.2, (1 пост)
где r – такт линии, т.е. время между очередным перемещением автомобиля с
Поста на пост, мин;
R – ритм производства, т.е. время одного обслуживания, мин.
Такт линии ЕО рассчитывается по формуле:
r= 60 / N, мин; (3.8)
r = 60 / 5 = 12 мин;
где N – производительность моечной установки, авт./ч.
Ритм производства зоны ЕО рассчитывается по формуле:
R‗ tсм ∙ Ссм ∙ 60, мин; (3.9)
Nсмео
R‗ 8 ∙ 1 ∙ 60 = 10 мин;
где tсм – продолжительность работы зоны ЕО за одну смену (8 часов при 5-дневнойрабочей неделе, 7 часов – при 6-дневной);
Ссм – число смен (принимается в соответствии с выбором режима работы,
п.3.4);
Nсмео – сменная программа по ЕО, обслуживаний.
4. Расчет количества постов зон ТРпроизводится по единой формуле:
Р ‗ __ ___Тг ∙ Кн_____, (3.10)
Др ∙ tсм ∙ Ссм ∙ Р ∙ Ки
Р ‗ __ ___14 671 ∙ 0.8_____
Поста
где Тг – годовая трудоемкость постовых работ в зоне ТР или годовая трудоемкость общей или поэлементной диагностики чел.-ч;
Др – число рабочих дней в году зоны ТР или Д-1, Д-2 за одну смену (принимается по данным п.3.4);
tсм – продолжительность работы зоны ТР или Д-1, Д-2 за одну смену (принимается по данным п.3.4);
Ссм – число смен в сутки (принимается по данным п.3.4);
Р – численность одновременно работающих на посту (принимается по Приложению 14 Методических указаний);
Кн – коэффициент неравномерности загрузки постов (принимается по Приложе нию 13 Методических указаний);
Ки – коэффициент использования рабочего времени поста (принимается по Приложению 13 Методических указаний).
Резервное количество постов (постов подпора или ожидания) зоны текущего ремонта рассчитывается по формуле:
През = (К – 1) ∙ п, (3.11)
През = (1.5 – 1) ∙ 3 = 1, 5 (2) поста
где К – коэффициент, учитывающий неравномерность поступления автомобилей в зону ТР (для крупных АТП К = 1, 2, для небольших АТП К = 1, 5).
3.6.РАСПРЕДЕЛЕНИЕ ИСПОЛНИТЕЛЕЙ РАБОТ ПО
СПЕЦИАЛЬНОСТЯМ И КВАЛИФИКАЦИИ
Общее количество исполнителей работ на объекте проектирования, полученное расчетным путем в п. 2.6, необходимо распределить по специальностям (видам работ) и по квалификации.
В проектах по зонам технического обслуживания, количество исполнителей для каждого вида работ определяется с учетом примерного распределения общего объема работ по ТО-1 или ТО-2 (см. Приложение 3 Методических указаний). Результаты расчета и принятое количество исполнителей работ различных специальностей с учетом возможного совмещения профессий представляется в виде таблицы.
Таблица 3.1
Распределение исполнителей работ в зоне ТО-2 по специальностями квалификации
| Виды работ | Распределение трудоемкости | Количество исполнителей | Разряд (квалифи- кация) | ||
| % | чел.-ч | расчетное | принятое | ||
| Диагностические | |||||
| Крепежные | |||||
| Регулировочные | |||||
| Электротехнические | |||||
| По системе питания | |||||
| Шинные | |||||
| Смазочные, заправочные, очистительные | |||||
| ИТОГО |
В проектах по зоне текущего ремонта (ТР), количество исполнителей работ для отдельных видов работ определяется с учетом распределения постовых работ ТР (см. Приложение 3 Методических указаний). Результаты расчета и принятое количество исполнителей с учетом их возможного совмещения представляется в виде таблицы.
Таблица 3.2
Распределение исполнителей в зоне ТР по специальностям
и квалификации
| Виды работ | Распределение трудоемкости | Количество исполнителей | Разряд (квалифи- кация) | ||
| % | чел.-ч | расчетное | принятое | ||
| Диагностические | |||||
| Регулировочные | |||||
| Разборочно-сборочные | |||||
| Сварочно-жестяницкие | |||||
| ИТОГО |
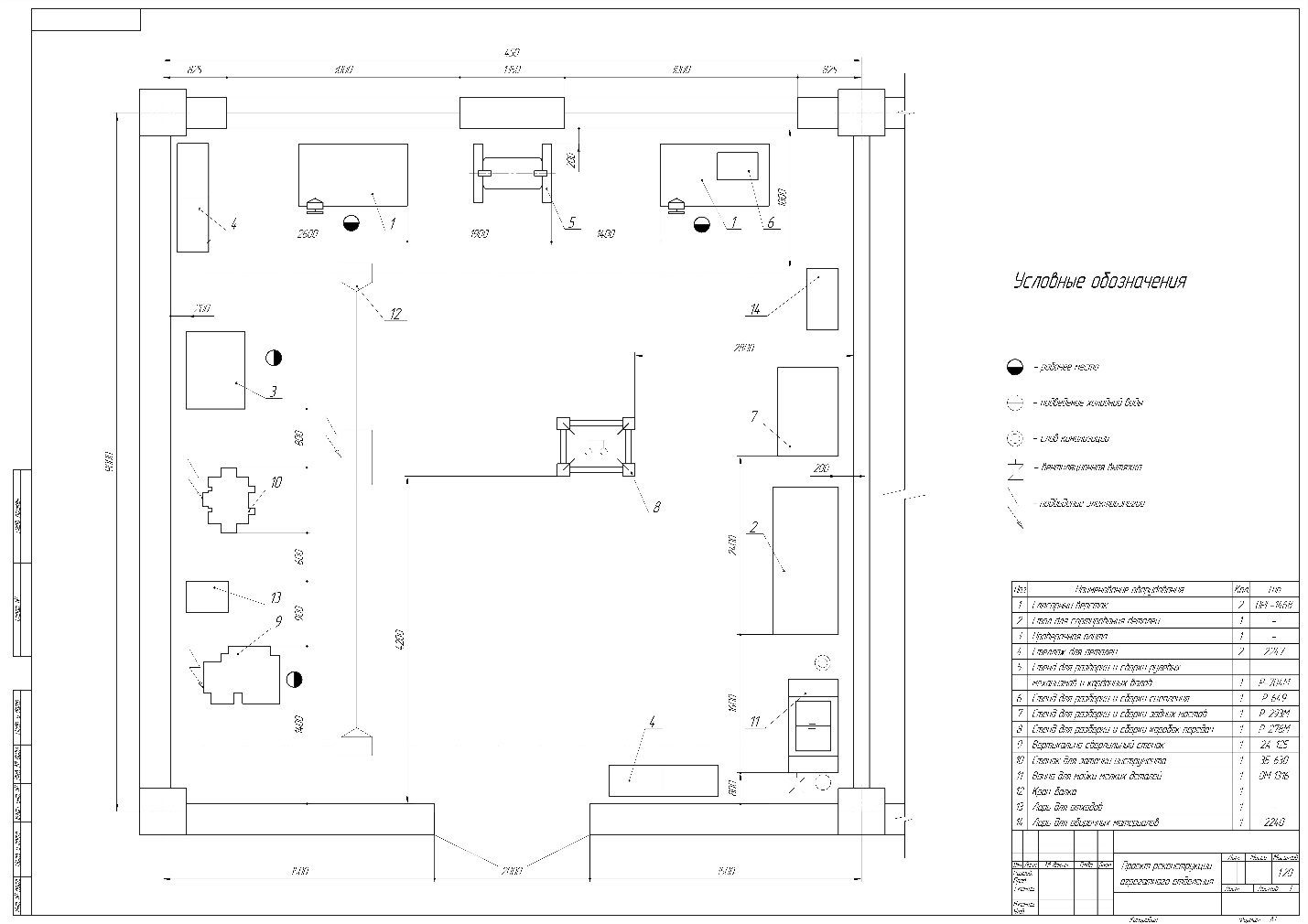
3.7. ПОДБОР ТЕХНОЛОГИЧЕСКОГО ОБОРУДОВАНИЯ
К технологическому оборудованию относят стационарные, передвижные и переносные стенды, станки, приборы и приспособления. В большинстве случаев оборудование, необходимое по технологическому процессу для проведения работ на постах зон ТО, ТР, диагностирования, а также на участках и цехах АТП, принимается в соответствии с технологической необходимостью выполняемых с его помощью работ. Номенклатура и количество технологического оборудования производственных участков АТП должны приниматься по «Табелю технологического оборудования и специализированного инструмента для АТП» и по таблицам, приведенным в / 4 /.
Кроме того, для проектируемого участка АТП необходимо подобрать технологическую оснастку, в которую входят различные инструменты и приспособления, необходимые для производства работ (ключи для разборки-сборки агрегата, молотки, щупы для регулировки зазоров в сочленениях и т.д.). А также следует подобрать организационную оснастку (столы, верстаки, шкафы для хранения, урны для обтирочных материалов и т.д.).
Принятое технологическое оборудование, технологическая и организационная оснастка сводятся в таблицы по прилагаемым формам.
ТЕХНОЛОГИЧЕСКОЕ ОБОРУДОВАНИЕ
Таблица 3.3
| Наименование | Тип или модель | Габаритные размеры, мм | Количество |
| Верстак слесарный | ОРГ-1648 | 1650× 1600× 1600 | |
| Вертикально сверлильный станок | 2А-125 | ||
| Стол для сортирования деталей | |||
| Станок для заточки инструмента | |||
| Стенд для сборки и разборки двигателей ЗИЛ | Р642 | 1000× 600× 800 | |
| Стенд для разборки задних мостов | Р -293М | ||
| Стенд для разборки коробки передач | Р -278М | ||
| Верстак. | 700× 400× 800 | ||
| Ванна для мойки мелких деталей | ОМ -1316 |
Таблица 3.4
Технологическая оснастка
| Наименование | Модель или тип | Количество |
| Кран-балка | НС-12111 | |
| Стелаж для деталей |
Таблица 3.5
Организационная оснастка
| Наименование | Тип или модель | Габаритные размеры, мм | Количество |
| Ларь для обтирочных материалов | 800× 400× 60 | ||
| Ларь для отходов | 800× 400× 60 | ||
| Ларь для обтирочных материалов | 800× 400× 60 | ||
| Ящик с песком | 500× 400 |
3.8.РАСЧЕТ ПРОИЗВОДСТВЕННОЙ ПЛОЩАДИ
Расчёт площади участка по техническому обслуживанию текущему ремонту головки блока цилиндров автомобиля ЗИЛ-3501рассчитывается по формуле:
Fцеха = fоборуд. ∙ Кп, м2; (3.12)
Fцеха = 12 ∙ 3 = 36 м2;
где fоборуд. – суммарная площадь горизонтальной проекции технологического оборудования и организационной оснастки, м2;
Кп – коэффициент плотности расстановки оборудования.
Суммарная площадь оборудования принимается по данным таблиц 3.3 и 3.5, а коэффициент плотности расстановки оборудования – по таблице 3.6.
Площадь зон ТО, ТР и диагностики (Д-1 или Д-2) рассчитывается по формуле (при организации ТО на тупиковых универсальных или специализированных постах):
Fзоны = (fавтом. ∙ п + fоборуд.) ∙ Кп, м2; (3.13)
где fавтом. – площадь автомобиля в плане, м2;
п – количество постов (по расчетам);
fоборуд. – суммарная площадь оборудования зоны, м2;
Кп – коэффициент плотности расстановки оборудования.
При поточном методе технического обслуживания площадь зоны ТО рассчитывается по формуле:
Fзоны = Л ∙ В, м2; (3.14)
где Л – длина зоны ТО, м;
В – ширина зоны ТО, м.
Длина зоны ТО рассчитывается по формуле:
Л = Lлинии + 2 ∙ а1, м; (3.15)
где Lлинии – рабочая длина линии ТО, м;
а1 – расстояние от автомобиля до наружных ворот (1, 2 … 2, 0 м).
Рабочая длина линии ТО рассчитывается по формуле:
Lл = fавт. ∙ п + а ∙ (п – 1), м; (3.16)
где fавт. – габаритная длина автомобиля, м;
п – число постов;
а – расстояние между автомобилями (1, 5 … 2, 0 м), м.
Окончательно площадь зон ТО и ТР и постов диагностики обычно корректируется и устанавливается с учетом того, что при строительстве широко используются унифицированные типовые секции и пролеты, а также типовые конструкции и детали, изготовленные серийно заводами стройматериалов.
Производственные здания выполняются с сеткой колонн, имеющих одинаковый для всего здания шаг, равный 6 или 12 м; одинаковый размер пролетов с модулем 6 м (6, 12, 18, 24, 30, 36, 42, 48 м).
Окончательно принимаемая площадь проектируемого участка (зоны ТО или ТР) должна быть уточнена по размерам согласно «Типовых проектов организации труда на производственных участках АТП» / 4 /.
Отступление от расчетной площади при проектировании любого производственного помещения АТП допускается в пределах ±20% для помещений площадью до 100 м2 и ±10% - для помещений свыше 100 м2.
Таблица 3.6
Коэффициенты плотности расстановки оборудования
| Наименование | Значение Кп |
| Зоны технического обслуживания и ремонта | 4 – 5 |
| Кузнечно-рессорный, деревообрабатывающий участки | 4, 5 – 5, 5 |
| Сварочный, жестяницкий, арматурный участки | 4 – 5 |
| Моторный, агрегатный, шиномонтажный, вулканизационный, малярный участок, участок ОГМ | 3, 5 – 4, 5 |
| Слесарно-механический, медницкий, аккумуляторный, электротехнический, карбюраторный, обойный участки | 3 – 4 |
| Для всех остальных участков | 3 – 4 |
Участок по техническому обслуживанию текущему ремонту головки блока цилиндров автомобиля ЗИЛ-3501
4.ТЕХНОЛОГИЧЕСКАЯ КАРТА
Для наиболее рациональной организации работ по ТО, ремонту и диагностированию автомобилей, его агрегатов и систем составляются различные технологические карты. На их основе определяются объемы работ по техническим воздействиям, а также производится распределение работ (операций) между исполнителями.
Любая технологическая карта является руководящей инструкцией для каждого исполнителя и кроме того, служит документом для технического контроля выполнения обслуживания или ремонта автомобиля и его агрегатов и узлов.
В технологических картах указывают перечень операций, место их выполнения, применяемое оборудование и инструмент, норму времени на операцию, краткие технические условия на выполнение работ.
Формулировка операций и переходов должна указываться в строгой технологической последовательности, кратко, в повелительном наклонении (например: «установить автомобиль на пост, открыть капот» или «отвернуть болты крепления поддона картера ДВС, снять поддон» и т.д.).
В соответствии с индивидуальным заданием необходимо разработать технологический процесс ТО, ТР автомобиля (агрегата), либо одну из операций по этим воздействиям.
Технологический процесс ТО и диагностики оформляется в виде операционно-технологической или постовой технологической карты и выполняется по форме, указанной в Приложении 8 методических указаний.
Технологический процесс ТР топливной аппаратуры, разборочно-сборочные, вулканизационные, шинные, аккумуляторные, сварочные и другие работы выполняются по форме, указанной в Приложении 8 методических указаний.
| МУ-200-РСФСР-12-0139-81 Форма 1 | ||||||||||||||||||||||||||||||||||||||||||
Операционно-технологическая карта ТР автомобиля__ЗИЛ_-3501___. (вид обслуживания) (модель, марка)
Общая трудоёмкость ТР чел.-ч 1 __________.
(вид обслуживания).
Технологическая карта № 1.
Ремонт головки блока цилиндров автомобиля ЗИЛ-3501
(наименование агрегата, системы или вида работ)
Трудоёмкость 210 (чел.-мин)
План операций.
|
|
|